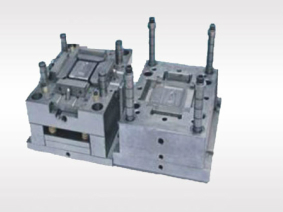
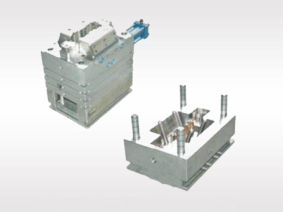

冲压模具所有的零件加工完成后,需要进行装配操作。装配时一定要严格按照规范,如果没有按要求装配,在试模时容易损坏模具,造成无法挽回的损失,具体操作要点如下:
1. 冲压模具装配好后首先测量它的整体高度是否符合设计要求,如果有高低,应仔细查询原因。
2 导柱和导套的配合间隙应符合设计要求,各部位均匀一致。
3. 导柱和导套转入上下凹凸模后,其轴心线须与凹凸模端面垂直,上下凹凸模端面平行。
4. 模架装配好后,观察上模座沿导柱上下滑动是否顺畅。
5. 模柄在装入上模座后其轴心线须与凸模端面垂直,其误差不应超过0.05mm。
6. 导柱装好后正常情况下应该距离凹模模座下端面1-2mm,如果选择B导套,距离凸模模座上端面也应该是1-2mm.
7. 凹凸模之间配合间隙均匀一致,符合设计要求。
8. 顶料及卸料装置正确装配保证废料及冲压件不卡死在冲压模具内部。
9. 完全装配好的冲压模具经过试模冲压,冲出的冲压件符合要求。